Des Legierungs-dicken Kupferblechs Strang der Streifen-horizontaler Stranggießen-Maschinen-zwei
Ⅰ. Spezifikationen:
1. Arten von Castingspezifikationen
* Produktionsvielzahl: kupferne niedrige Billetspulen der Legierung (weißer Messing)
2. Spezifikation der Fertigwarenspule
2,1 Zahl von Billets: 2 Streifen
2,2 Billetbreite: 380mm-500mm
2,3 Billetstärke: 16 - 20mm
2,4 Innendurchmesser der Spule: Minimum Φ 600 - 800mm
2,5 Außendurchmesser der Spule: Maximum Φ1800mm
2,6 Höchstgewicht der Spule: maximal: 6000kg
3. Garantiewert des Billetstärkeunterschiedes
3,1 Querstärkeunterschied des Billets: <0.75mm-0.3 (nach Formänderung)
3,2 Längsstärkeunterschied des Billets: <0>
3,3 durchschnittlicher Energieverbrauch für das Schmelzen durch Schmelzofen: 250-380kwh/t
3,4 durchschnittlicher Energieverbrauch für Temperaturbewahrung durch das Halten des Ofens: 50-80kwh/t
3,5 maximale Druckund zeichnende Kraft: 50KN
3,6 Druck und Ziehgeschwindigkeitsstrecke: sek 1.5-70mm/
3,7 durchschnittliche maximale Castinggeschwindigkeit: Minute 300mm/
3,8 maximale Scherkraft der hydraulischen Schere: 600KN
3,9 umwickelnde Geschwindigkeit der Wirbelmaschine: 750mm/min
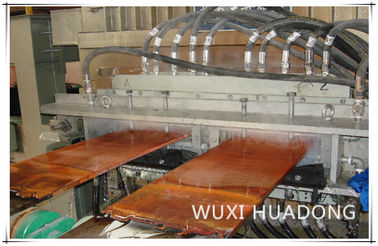
Ⅱ. Prozess:
Belastung (Rückkehr sollte emballiert werden), von → Schmelzofen → chemische Analyse →, welches oben das Siegelgießrinne → Kristallisator → abkühlende → abkühlende → Zurücknahmemaschine → scherende Maschine Primärsekundär→Coiler erhitzt
Wählen Sie die Rohstoffe entsprechend Prozessdokument vor, regeln Sie das Fütterungsverfahren entsprechend Schmelzpunkten von metallischen Elementen, Ofenbelastungsanteilen und Schwierigkeit der brennenden Verluste der Oxidation, und laden Sie den Rohstoff in den Schmelzofen auf; Beim Schmelzen, fügen Sie bestimmte Stärke des Bedeckungsmittels in den Ofen hinzu, der Inzeit ergänzt wird; Wenn das flüssige Kupfer innerhalb des Ofens klopfende Temperatur erreicht, Labortest die Zusammensetzung des flüssigen Kupfers innerhalb des Ofens; Bevor Sie klopfen säubern Sie vollständig heraus die Klinker im flüssigen Kupfer; Nach dem Klopfen jedes Ofens, halten Sie herum 800 Kilogramm flüssige Kupfer innerhalb des Ofens, als der Startblock. Übertragen Sie das flüssige Kupfer (flüssig und ausgeglichen in der schmelzenden Kammer) durch die Siegelgießrinne in den haltenen Ofen, steuern Sie die Temperatur des flüssigen Kupfers, halten Sie das flüssige Kupfer innerhalb des haltenen Ofens bei der Castingtemperatur und an bestimmter waagerecht ausgerichteter Strecke. Unter der Aktion des Niveaus, fließt das flüssige Kupfer in den Kristallisator, und erhält in Platte-artiges kupfernes Billet durch das Primärabkühlen durch Kristallisator kristallisiert. Unter der ununterbrochenen Zeichnung von der Zurücknahmemaschine, wird das Plattenbillet der erforderlichen Form gebildet. Sekundärkühlsystem ist am Plattenbilletausgang installiert, und die Strömungsgeschwindigkeit des Kühlwassers ist justierbar. Der Hauptzweck für die Annahme dieser Kontrollmaßnahmen ist, Kristallisationstemperatur sowie Stabilisierung von Prozessparametern sicherzustellen, um Produktqualität sicherzustellen. Die Zurücknahme des Streifenbillets wird mittels des dragger verwirklicht, und die Zeit der Zeichnung, ist Halt und der Rückdruck durch das dragger ununterbrochen justierbar. Der optimale Steuerparameter sollte entschlossen und fristgerechtes sein justiert entsprechend verschiedenen Materialien, verschiedenen Spezifikationen und Oberflächenbeschaffenheitszuständen. Die Zeichnung wird durch PLC-Programm gesteuert und verwirklicht zyklische Aktionen der Zeichnung, Halt und den Rückdruck.
Ⅲ. Bedeutende technische Parameter der Ausrüstung:
| 1 |
Schmelzofen: |
| 1,1 |
Gesamtkapazität des Ofens |
5.0T |
| 1,2 |
Nutzleistung des Ofens |
2.5T |
| 1,3 |
Ofenspannung |
380V |
| 1,4 |
Ofenenergie |
600KW |
| 1,5 |
Schmelzende Rate |
2t/h |
| 1,6 |
Energiefaktor nach Ausgleich: |
0.95-1.0 |
| 1,7 |
Zahl von Phasen und von Anschlussmodus des Induktors: |
Einphasige Serienschaltung
|
| 1,8 |
Nennkapazität des Transformators: |
wassergekühlter Auto-Transformator 900KVA (AnkommendLine 380V, dreiphasig,
|
| 1,9 |
Spulenkühlbetrieb: |
Wassererkühlung |
| 1,10 |
Kühlwasserverbrauch: |
5m3/h |
| 1,11 |
Maximale Temperatur des Ofens: |
1500℃ |
| 2 |
Halten des Ofenabschnitts |
|
| 2,1 |
Nutzleistung des Ofens: |
4.0T |
| 2,2 |
Effektive Castingkapazität: |
Weniger DB als 85 |
| 2,3 |
Nennspannung: |
380V |
| 2,4 |
Nennleistung: |
250KW |
| 2,5 |
Nennkapazität des Transformators: |
wassergekühlter Auto-Transformator 400KVA
(AnkommendLine 380V, dreiphasig,
Nulllast trat Spannung-regulierend).
|
| 2,6 |
Energiefaktor nach Ausgleich: |
0.95-1.0 |
| 2,7 |
Temperaturüberwachungspräzision: |
±8℃ |
| 2,8 |
Maximale Temperatur des Ofens: |
1300℃ |
| 2,9 |
Spulenkühlbetrieb: |
Wassererkühlung
|
| 3 |
Form |
|
| 3,1 |
Breite |
380- 500mm |
| 3,2 |
Stärke |
16-20mm. |
| 3,3 |
Material |
Edelstahl 1Cr18Ni9Ti, gezeichnet mit dem kupfernen Busch (gemacht vom T2kupfer) |
| 4 |
Abkühlendes Sekundärgerät |
|
| 4,1 |
Wasserverbrauch: |
3m ³ /h |
| 4,2 |
Wasserdruck: |
0.2-0.3Mpa |
| 5 |
Zurücknahmemaschine |
|
| 5,1 |
Druckund zeichnende Kraft des Maximums: |
50KN |
| 5,2 |
Geschwindigkeit: |
Geschwindigkeit: |
| 5,3 |
Minimaler Hubbereich: |
0.1mm
|
| 5,4 |
Kürzeste Bereitschaftszeit |
0.01S |
| 5,5 |
Wechselstromservomotor: |
Siemens-Motor (11KW) |
| 5,6 |
Bewertete Umdrehungsgeschwindigkeit des Motors: |
3000r/min |
| 5,7 |
Statisches Drehmoment: |
△Tw= 60K MO (bei 60) 70N-M |
| 6 |
hydraulische obere scherende Maschine des Doppel-Billets:
|
| 6,1 |
Scherkraft: |
600KN |
| 6,2 |
scherende Stärke: |
20mm |
| 6,3 |
Scherende Breite: |
500mm |
| 6,4 |
Scherende Geschwindigkeit: |
0- 5mm/s
|
| 6,5 |
Scherender Anschlag: |
80mm |
| 6,6 |
Maximaler Anschlag der weiteren Verfolgung der scherenden Maschine: |
200mm |
| 7 |
WirbelmaschinenMaschineneinheit |
|
| 7,1 |
Energie: |
5.5KW |
| 7,2 |
Drehzahl: |
1420r/min |
| 7,3 |
Wirbelmaschinenverschiebungsanschlag: |
800mm |
| 8 |
Hydraulische Station |
|
| 8,1 |
Leistungsstärke der hydraulischen Station für Schmelzofen und Holdingofen:
|
2× 7.5KW |
| 8,2 |
Leistungsstärke der hydraulischen Station für Zurücknahmemaschine: |
2× 7.5KW |
| 8,3 |
Leistungsstärke der Hydraulikpumpe für obere scherende Maschine: |
2× 11KW
|
| 8,4 |
Leistungsstärke der Hydraulikpumpe für Wirbelmaschine: |
2× 7.5KW |
Ⅳ. Ausrüstungsstückliste
| Nein. |
Ausrüstungs-Name |
Einheit |
Menge |
| 1 |
Zeilenfrequenzinduktions-Schmelzofen (einschließlich schmelzende Nut und Zeichnen des Baumaterials) |
Satz |
1 |
| 2 |
Eisenkern, Wasserjacke und Spule des Schmelzofens |
Satz |
1 |
| 3 |
Gießwanne |
Satz |
1 |
| 4 |
Zeilenfrequenzinduktion, die Ofen hält (einschließlich schmelzende Nut und Zeichnen des Baumaterials) |
Satz |
1 |
| 5 |
Eisenkern, Wasserjacke und Spule des Haltens des Ofens |
Satz |
1 |
| 6 |
Form für das Zeichnen des Gebäudes |
Satz |
1 |
| 7 |
Kristallisator |
Satz |
2 |
| 8 |
Graphitform |
Satz |
1 |
| 9 |
Versiegelnde Stahlform des Kristallisators |
Satz |
1 |
| 10 |
Blinde Stange (gemacht vom Edelstahl) |
Satz |
1 |
| 11 |
Blindplatte |
Satz |
1 |
| 12 |
Kühlwasserverteilungsgerät für Kristallisator |
Satz |
1 |
| 13 |
Abkühlendes Sekundärgerät |
Satz |
1 |
| 14 |
Zurücknahmemaschine |
Satz |
1 |
| 15 |
Scherende Maschine der hydraulischen weiteren Verfolgung |
Satz |
1 |
| 16 |
Coreless-Wirbelmaschine |
Satz |
2 |
| 17 |
Wassergekühltes Kabel für Schmelzofen |
Satz |
1 |
| 18 |
Hydrauliksystem |
Ganzer Satz |
1 |
| 19 |
Elektrisches Kontrollsystem |
Ganzer Satz |
1 |
| 20 |
Regeltransformator (Nulllast, getreten) für Schmelzofen |
Satz |
1 |
| 21 |
Regeltransformator (Nulllast, getreten) für das Halten des Ofens |
Satz |
1 |
| 22 |
Gasschutzgerät |
Satz |
1 |
| 23 |
Oberflächentemperaturthermometer |
Satz |
1 |
| 24 |
Spezialwerkzeuge für Maschineneinheit |
|
|
FAQ
1, Q: Was ist Ihre Hauptmarke für die elektrischen und mechanischen Teile?
A: Berühmte Marke Chinas
2, Q: konnten Sie die Installation und die Beauftragung bitte vereinbaren?
A: Ja könnten wir und der Käuferlohn die Gebühr
3 Q: konnten Sie die Produktionsausbildung vereinbaren?
A: Ja könnten wir und der Käuferlohn die Gebühr
4 Q: konnten Sie den Entwurf für die Ganzpflanze tun
A: Ja können wir.
Wuxi-Ostchina-Ofen Co., Ltd.
Industriepark No.3 Bashi Furong, Xishan-Bezirk, Wuxi-Stadt, Jiangsu-Provinz, China
Ansprechpartner: Joey.Wong
Telefon: +86 510 83788308
Fax: +86 510 83786308
Pöbel: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn
 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!