Legierungs-Kupfer-Platten-Streifen-horizontaler Strangguss-Maschinen-Platten-Doppelstrang
SPEZIFIKATIONEN
1. Arten von Gussspezifikationen
* Produktionsvielfalt: Kupferbasislegierung (Weißmessing)
2. Spezifikation der Fertigproduktspule
2.1 Anzahl der Knüppel: 2 Bänder
2,2 Knüppelbreite: 380 mm-500 mm
2,3 Knüppeldicke: 16-20 mm
2.4 Innendurchmesser der Spule: mindestens 600 - 800 mm
2,5 Außendurchmesser der Spule: maximal Φ1800mm
2.6 Maximales Spulengewicht: max: 6000 kg
3. Garantiewert der Knüppeldickendifferenz
3.1 Querdickendifferenz des Knüppels: 5 0,75 mm - 0,3 (nach Modifikation der Form)
3.2 Längsdickendifferenz des Knüppels: <0,3 mm (nach Formänderung)
3.3 Durchschnittlicher Energieverbrauch für das Schmelzen im Schmelzofen: 250-380 kWh / t
3.4 Durchschnittlicher Energieverbrauch zur Temperaturerhaltung durch Warmhalteofen: 50-80 kWh / t
3.5 Maximale Druck- und Zugkraft: 50KN
3.6 Druck- und Ziehgeschwindigkeitsbereich: 1,5-70 mm / s
3.7 Durchschnittliche maximale Gießgeschwindigkeit: 300 mm / min
3.8 Maximale Scherkraft der hydraulischen Scherung: 600 kN
3.9 Wickelgeschwindigkeit des Wicklers: 750 mm / min
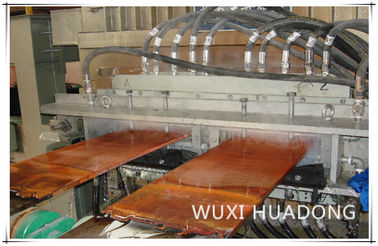
Ⅱ.PROZESS
Beladung (Rückläufer sollten zu Ballen gepresst werden) → Schmelzofen → Chemische Analyse → Erhitzen der versiegelten Wäsche → Kristallisator → Primärkühlung → Sekundärkühlung → Entnahmemaschine → Schermaschine → Haspel
Wählen Sie die Rohstoffe gemäß dem Prozessdokument aus, bestimmen Sie den Zuführungsvorgang gemäß den Schmelzpunkten der metallischen Elemente, den Ofenlastanteilen und der Schwierigkeit der Oxidationsbrandverluste und füllen Sie die Rohstoffe in den Schmelzofen. Geben Sie beim Schmelzen eine bestimmte Dicke des Überzugsmittels in den Ofen, die rechtzeitig ergänzt werden muss. Wenn die Kupferschmelze im Ofen die Zapftemperatur erreicht, testen Sie die Zusammensetzung der Kupferschmelze im Ofen im Labor. Reinigen Sie die Klinker vor dem Gewindeschneiden vollständig mit geschmolzenem Kupfer. Bewahren Sie nach dem Abstechen jedes Ofens etwa 800 kg geschmolzenes Kupfer als Startblock im Ofen auf. Das geschmolzene Kupfer (geschmolzen und in der Schmelzkammer gut eingestellt) durch die versiegelte Wäsche in den Warmhalteofen überführen, die Temperatur des geschmolzenen Kupfers kontrollieren, das geschmolzene Kupfer im Warmhalteofen auf der Gießtemperatur und in einem bestimmten Füllstand halten. Unter der Einwirkung des Niveaus fließt das geschmolzene Kupfer in den Kristallisator und wird durch Primärkühlung durch den Kristallisator zu einem Kupferbarren vom Plattentyp kristallisiert. Unter kontinuierlichem Ziehen mit der Abziehmaschine wird der Plattenblock mit der erforderlichen Form geformt. Das Sekundärkühlsystem ist am Plattenbolzenauslass installiert und die Durchflussmenge des Kühlwassers ist einstellbar. Der Hauptzweck dieser Kontrollmaßnahmen besteht darin, die Kristallisationstemperatur sowie die Stabilisierung der Prozessparameter sicherzustellen, um die Produktqualität sicherzustellen. Der Abzug des Bandknüppels erfolgt mittels des Schleppers und die Zeit des Ziehens, Stoppens und Rückwärtsschiebens durch den Schlepper ist stufenlos einstellbar. Der optimale Steuerparameter sollte ermittelt und rechtzeitig an unterschiedliche Materialien, unterschiedliche Spezifikationen und Oberflächenqualitätsbedingungen angepasst werden. Die Zeichnung wird vom SPS-Programm gesteuert und realisiert zyklische Aktionen wie Zeichnen, Stoppen und Rückwärtsschieben.
Ⅲ.WICHTIGE TECHNISCHE AUSSTATTUNGSPARAMETER
| 1 | Schmelzofen: |
| 1.1 | Gesamtkapazität des Ofens | 5,0T |
| 1.2 | Nutzleistung des Ofens | 2,5 t |
| 1.3 | Ofenspannung | 380V |
| 1.4 | Ofenleistung | 600KW |
| 1.5 | Schmelzrate | 2 t / h |
| 1.6 | Leistungsfaktor nach Kompensation: | 0,95-1,0 |
| 1.7 | Anzahl der Phasen und Anschlussart des Induktors: | Einphasige Reihenschaltung |
| 1.8 | Nennleistung des Transformators: | 900KVA wassergekühlter Spartransformator (380V Eingangsleitung, dreiphasig, |
| 1.9 | spulenkühlung modus: | Wasserkühlen |
| 1.10 | Kühlwasserverbrauch: | 5m 3 / h |
| 1.11 | Maximale Ofentemperatur: | 1500 ℃ |
| 2 | Ofenabschnitt halten | |
| 2.1 | Effektive Kapazität des Ofens: | 4.0T |
| 2.2 | Effektive Gießkapazität: | Weniger als 85 dB |
| 2.3 | Nennspannung: | 380V |
| 2.4 | Nennleistung: | 250KW |
| 2.5 | Nennleistung des Transformators: | 400KVA wassergekühlter Spartransformator (380-V-Eingangsleitung, dreiphasig, Stufenlose Spannungsregelung). |
| 2.6 | Leistungsfaktor nach Kompensation: | 0,95-1,0 |
| 2.7 | Temperaturregelung präzision: | ± 8 ℃ |
| 2.8 | Maximale Ofentemperatur: | 1300 ℃ |
| 2.9 | Spulenkühlung modus: | Wasserkühlen |
| 3 | Schimmel | |
| 3.1 | Breite | 380 - 500 mm |
| 3.2 | Dicke | 16-20mm. |
| 3.3 | Material | 1Cr18Ni9Ti Edelstahl, mit Kupferbuchse ausgekleidet (aus T2 Kupfer) |
| 4 | Sekundärkühlgerät | |
| 4.1 | Wasserverbrauch: | 3m³h |
| 4.2 | Wasserdruck: | 0,2-0,3 MPa |
| 5 | Entnahmeautomat | |
| 5.1 | Maximale Druck- und Zugkraft: | 50KN |
| 5.2 | Geschwindigkeit: | Geschwindigkeit: |
| 5.3 | Minimaler Hubbereich: | 0,1 mm |
| 5.4 | Kürzeste Standby-Zeit | 0,01S |
| 5.5 | AC-Servomotor: | Siemens Motor (11KW) |
| 5.6 | Nenndrehzahl des Motors: | 3000 U / min |
| 5.7 | Statisches Drehmoment: | Tw = 60 K Mo (bei 60) 70 N-M |
| 6 | Hydraulische Doppelknüppel-Oberschermaschine: |
| 6.1 | Scherkraft: | 600KN |
| 6.2 | scherdicke: | 20mm |
| 6.3 | Scherbreite: | 500mm |
| 6.4 | Schergeschwindigkeit: | 0 - 5 mm / s |
| 6.5 | Scherhub: | 80mm |
| 6.6 | Maximaler Nachlaufhub der Schermaschine: | 200mm |
| 7 | Haspelmaschineneinheit | |
| 7.1 | Leistung: | 5.5KW |
| 7.2 | Drehzahl: | 1420 U / min |
| 7.3 | Hub der Haspelverdrängung: | 800mm |
| 8 | Hydraulikstation | |
| 8.1 | Motorleistung der Hydraulikstation für Schmelz- und Warmhalteofen: | 2 × 7,5 kW |
| 8.2 | Motorleistung der Hydraulikstation für die Entnahmemaschine: | 2 × 7,5 kW |
| 8.3 | Motorleistung der Hydraulikpumpe für die obere Schermaschine: | 2 × 11 kW |
| 8.4 | Motorleistung der Hydraulikpumpe für Haspel: | 2 × 7,5 kW |
Ⅳ. AUSSTATTUNGSTEILLISTE
| Nein. | Ausrüstungsname | Einheit | Menge |
| 1 | Linienfrequenz-Induktionsschmelzofen (einschließlich Schmelznut und Auskleidungsbaustoff) | einstellen | 1 |
| 2 | Eisenkern, Wassermantel und Spule des Schmelzofens | einstellen | 1 |
| 3 | Tundish | einstellen | 1 |
| 4 | Linienfrequenz-Induktionshalteofen (einschließlich Schmelznut und Auskleidungsbaustoff) | einstellen | 1 |
| 5 | Eisenkern, Wassermantel und Spule des Warmhalteofens | einstellen | 1 |
| 6 | Schimmel zum Auskleiden von Gebäuden | einstellen | 1 |
| 7 | Kristallisator | einstellen | 2 |
| 8 | Graphitform | einstellen | 1 |
| 9 | Siegelstahlform des Kristallisators | einstellen | 1 |
| 10 | Blindstange (aus Edelstahl) | einstellen | 1 |
| 11 | Blindplatte | einstellen | 1 |
| 12 | Kühlwasserverteiler für Kristallisator | einstellen | 1 |
| 13 | Sekundärkühlgerät | einstellen | 1 |
| 14 | Entnahmeautomat | einstellen | 1 |
| fünfzehn | Hydraulische Nachschermaschine | einstellen | 1 |
| 16 | Haspel ohne Kern | einstellen | 2 |
| 17 | Wassergekühltes Kabel für Schmelzofen | einstellen | 1 |
| 18 | Hydrauliksystem | Komplett-Set | 1 |
| 19 | Elektrisches Steuersystem | Komplett-Set | 1 |
| 20 | Regeltransformator (Leerlauf, Stufen) für Schmelzofen | einstellen | 1 |
| 21 | Regeltransformator (Leerlauf, Stufen) für Warmhalteofen | einstellen | 1 |
| 22 | Gasschutzvorrichtung | einstellen | 1 |
| 23 | Oberflächentemperatur-Thermometer | einstellen | 1 |
| 24 | Spezialwerkzeuge für Maschineneinheit | | |
Ⅴ. LIEFERDATUM
Lieferung innerhalb von 75 Tagen nach Vertragsschluss.
Ⅵ. KUNDENDIENST
1. Für den Hauptteil des Geräts gilt eine einjährige kostenlose Garantie. Spezielle Komponenten werden separat besprochen.
2. Während des Testzeitraums (innerhalb von 3 Monaten nach Abschluss der Inbetriebnahme der Ausrüstung) entsendet unser Unternehmen einen professionellen Techniker für die Nachverfolgung.
Tritt innerhalb der Garantiezeit ein Fehler aufgrund eines Qualitätsproblems auf, entsendet unser Unternehmen innerhalb von 72 Stunden nach Erhalt der Mitteilung Personal zur Baustelle, um das Problem zu lösen.
Nach Ablauf der Garantiezeit für das Gerät bietet unser Unternehmen innerhalb von 24 Stunden nach Erhalt der Mitteilung wirksame Lösungen an und entsendet Personal für Wartungsarbeiten, wenn der Benutzer das Problem nicht löst, und berechnet lediglich die Kosten.
Für die jährliche Überholung der Ausrüstung entsendet unser Unternehmen professionelle Techniker, die gemeinsam mit den Anwendern kostenlos den Turnaround-Plan ausarbeiten.
Innerhalb der Garantiezeit kann unser Unternehmen einen professionellen Techniker zur Baustelle entsenden, um den Betriebszustand der Geräte zu überprüfen und den Kundendienst zu leisten.
Nach Ablauf der Garantiefrist für Geräte kann auf Einladung einmal pro halbes Jahr ein Gegenbesuch durchgeführt werden.
3. Wenn unser Unternehmen über Innovations- und Verbesserungspunkte oder konstruktive Vorschläge für ähnliche Ausrüstungen verfügt, werden wir den Benutzer rechtzeitig informieren.
Wuxi Huadong Industrieofen Co., Ltd.
Willkommen zu besuchen und zu inspizieren!
Ansprechpartner: Angel Zhang
Kontakttelefon: + 86-13921168736
E-Mail: wxzhangying@126.com
 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!