des einzelnen Strang-120x2000 ununterbrochene Casting-Geschwindigkeit Platten-der Gießanlage-1,5 m/min
PROZESS:
Fassbinder/Messing/Bronze
Flüssiges Metall wird in den Schöpflöffel von den Öfen geklopft. Nachdem man irgendwelchen Schöpflöffelbehandlungen, wie Legierung und Entgasung und Kommen zu der korrekten Temperatur sich unterzogen hat, wird der Schöpflöffel zur Spitze der Gießanlage transportiert. Normalerweise sitzt der Schöpflöffel in einem Schlitz auf einem drehenden Drehkopf an der Gießanlage. Ein Schöpflöffel ist in der ‚Aufform‘ Position (die Gießanlage einziehend) während der andere bereit in der ‚Ausform‘ Position gemacht wird, und wird in die Castingposition geschaltet, wenn der erste Schöpflöffel leer ist.
Vom Schöpflöffel wird das Blei über ein refraktäres Leichentuch (Rohr) auf ein haltenes Bad übertragen, das eine Gießwanne genannt wird. Die Gießwanne lässt ein Reservoir des Metalls die Gießanlage einziehen, während Schöpflöffel geschaltet werden, so treten als ein Puffer des Bleis auf, sowie gleichen den Fluss aus, regulieren Metallzufuhr zu den Formen und säubern das Metall (sehen Sie unten).
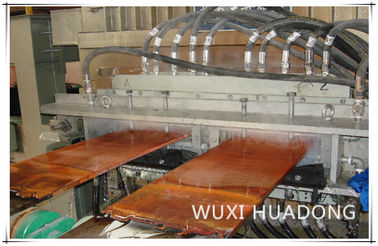
Metall wird aus der Gießwanne durch ein anderes Leichentuch in die Spitze einer Offenbasiskupferform geflossen. Die Tiefe der Form kann von 0,5 bis 2 Meter (20 bis 79 herein), abhängig von der Castinggeschwindigkeit und der Abschnittgröße reichen. Die Form ist wassergekühlt, sich das Blei direkt in Verbindung mit ihr zu verfestigen; dieses ist der abkühlende Primärprozeß. Es oszilliert auch vertikal (oder in einem nahe Vertikale gebogenen Weg) um das Metall zu verhindern, das an den Formwänden festhält. Ein Schmiermittel kann dem Metall in der Form auch hinzugefügt werden, um Haften zu verhindern und jede mögliche Schlacke Partikel-einschließlich Oxidpartikel einzuschließen oder, Skala-dass im Metall anwesend sein und sie zur Spitze des Pools holen mag, um eine das Schwimmen Schicht Schlacke zu bilden. Häufig wird das Leichentuch eingestellt, also nimmt das Blei es unterhalb der Oberfläche der Schlackenschicht in der Form heraus und wird folglich eine versenkte Eintrittsdüse (SEN) genannt. In einigen Fällen werden Leichentücher möglicherweise nicht zwischen Gießwanne und Form benutzt; in diesem Fall verweisen austauschbare Meßdüsen in der Basis der Gießwanne das Metall in die Formen. Einige Stranggießenpläne ziehen einige Formen von der gleichen Gießwanne ein.
In der Form verfestigt sich ein dünnes Oberteil des Metalls nahe bei den Formwänden vor dem Mittelteil, jetzt genannt einen Strang, Ausgänge die Basis der Form in eine Kühlkammer. Die Masse des Metalls innerhalb der Wände des Stranges ist noch flüssig. Der Strang wird sofort durch die räumlich knapp bemessenen, wassergekühlten Rollen gestützt, die die Wände des Stranges gegen den ferrostatic Druck (vergleichen Sie hydrostatischen Druck) der noch Verfestigungsflüssigkeit innerhalb des Stranges stützen. Um die Rate der Verfestigung zu erhöhen, wird der Strang mit großen Mengen Wasser gespritzt während er durch die Kühlkammer überschreitet; dieses ist thesecondary abkühlender Prozess. Abschließende Verfestigung des Stranges findet möglicherweise statt, nachdem der Strang die Kühlkammer herausgenommen hat.
Es ist hier, dass der Entwurf möglicherweise von Stranggießenmaschinen sich unterscheidet. Dieses beschreibt eine Gießanlage ‚des gebogenen Schutzblechs‘; vertikale Konfigurationen werden auch verwendet. In einer gebogenen Schutzblechgießanlage, nimmt der Strang die Form vertikal heraus (oder auf einem nahen vertikalen gebogenen Weg) und während er durch die Kühlkammer reist, kurven die Rollen allmählich den Strang in Richtung zum horizontalen. In einer vertikalen Gießanlage bleibt der Strang vertikal, während er durch die Kühlkammer überschreitet. Formen in einer gebogenen Schutzblechgießanlage können gerade oder gekurvt, abhängig von dem grundlegenden Entwurf der Maschine sein.
In einer wahren horizontalen Gießanlage ist die Formachse horizontal und der Fluss des Stahls ist von der Flüssigkeit horizontal, Oberteil zum Körper (kein Verbiegen) zu verdünnen. In dieser Art der Maschine, entweder Strang oder Formoszillation wird benutzt, um Haften zu verhindern in der Form.
Nachdem die Kühlkammer, die Strangdurchläufe durch das Geraderichten von Rollen (wenn Sie an anders als eine vertikale Maschine geworfen werden) und die Zurücknahmerollen herausgenommen worden sind. Es gibt möglicherweise ahot Rollenstand nach der Zurücknahme, zum der heißen ZustandsVorform des Metalls zu nutzen der abschließende Strang. Schließlich wird der Strang in vorbestimmte Längen durch mechanische Scheren oder durch reisende Oxyacetylenfackeln, wird markiert für Identifizierung und wird genommen entweder zu einem Vorrat oder zum folgenden Formungsprozeß geschnitten.
In vielen Fällen fährt der Strang möglicherweise durch zusätzliche Rollen und andere Mechanismen fort, die möglicherweise das Metall in seine abschließende Form flachdrücken, rollen oder verdrängen.

Firmeneinleitung
Wuxi-Ostchina-Ofen Co., Ltd. ist ein integrierter Berufsmetallurgiemaschineriehersteller, der zur Lieferung des Ausrüstungs-Entwurfs, der Fertigung, der Installation und der Beauftragung fähig ist. Unsere Fabrik ist kompetent, alle Arten Stranggießenmaschine mit Radius aus 3 Metern zu 13 Metern, wie rundem Billet, quadratischen Billets und Platten zu produzieren.
Wuxi-Ostchina-Ofen Co., Ltd.
Industriepark No.3 Bashi Furong, Xishan-Bezirk, Wuxi-Stadt, Jiangsu-Provinz, China
Ansprechpartner: Joey.Wong
Telefon: +86 510 83788308
Fax: +86 510 83786308
Pöbel: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn
 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!