Hauptbestandteile
1. Kopfmechanismus,
2. Achtlochverteiler,
3. Schwanzmechanismus,
4. Kühlsystem,
5. Pneumatischer Entformungs- und Barrendrehmechanismus
Produktparameter
| Technische Spezifikationen | |
| Ausstattungsmodell | SL06-Q2B-SB-8/20 |
| Jährliche Kapazität | 3000t |
| Aufbau des Ofens | Kombinierter Zweikörperofen (ein Schmelzofen und ein Warmhalteofen) |
| Stränge aus Gussstangen | 6 |
| Durchmesser der Gussstange | φ8mm~φ20mm |
| Aufwärtsgeschwindigkeit | 0~2600 mm/min |
| Steigung nach oben | 3~6mm einstellbar |
| Traktionsfrequenz | 0~800/min |
| Traktionsmethode | Einzel-Servomotor-Traktion |
| Arbeitsstunden pro Jahr | 7920h |
| Spulenspezifikation übernehmen | φ900×φ1550×800 (mm) |
| Aufnahmegewicht | ≤3000 kg |
| Nennspannung | 380V, 50Hz |
| Vorhandene Kapazität | 325 kVA |
| Geschwindigkeit des geschmolzenen Kupfers | 400kg/h |
| maximale Kraft | 180~200 kW |
| Verbrauch für eine Tonne Kupferstab | 1) Strom: ≤350 kWh/t |
| 2) Holzkohle: ≤15 kg | |
| Aufnahmemethode | Automatisches Aufwickeln und Traversieren |
| Materialzuführung | Kathodenplattenzuführung durch elektrischen Ausleger |
| Antriebsmethode des Aufwärtsgießsystems | Der Antrieb erfolgt über AC-Servomotoren und das Präzisions-Planetengetriebe.Durch die starre Gelenkwelle wird die Zugrolle durch Passungen angetrieben.Der Antrieb der Zugrollen erfolgt unterbrechungsfrei über einen gleichphasigen Zahnriemen. |
| Die Klemmmethode zum Aufwärtsgießen von Kupferstäben | Gedrückt durch Pneumatikzylinder |
| Die Steuermethode des Servomotors | Steuerung per Touchscreen |
| Elektrischer Betrieb des Ofens | Elektrischer Spannungsregler (mit dreiphasiger Balance) |
Produktbeschreibung
Die Up Ward-Stranggießmaschine ist eine neue Technologie zur Herstellung von sauerstofffreien Kupferstäben, -rohren und -flachbarren mit Wiederbenetzungslänge.Es handelt sich um die Herstellung von sauerstofffreien Kupferstäben und -profilen mit hoher Leitfähigkeit und
geringer Sauerstoffgehalt.Vergleichen Sie es mit einer herkömmlichen Technologie.Diese neue Methode erfordert einen geringeren Kapitalaufwand, ist einfach zu handhaben und wirtschaftlich in der Produktion.hohe Qualität
Produktion, flexibel bei der Änderung der Produktionsgröße, keine Verschmutzung der Umwelt.
Kupferkathode (Panel) → Induktionsofen (Kupferschmelze → Reduktion → geschmolzenes Kupfer halten) → Gießen
Mechanismus gießt Stab (Kupfer kristallisiert und wird fest) → Aufnahme → Verkauf, Produktion oder für die weitere Verarbeitung.
Ⅰ..Wichtige technische Parameter der Ausrüstung
| 1 | Schmelzofen: | |
| 1.1 | Gesamtkapazität des Ofens | 5,0T |
| 1.2 | Effektive Kapazität des Ofens | 2,5T |
| 1.3 | Ofenspannung | 380V |
| 1.4 | Ofenleistung | 600KW |
| 1.5 | Schmelzrate | 2t/h |
| 1.6 | Leistungsfaktor nach Kompensation: | 0,95-1,0 |
| 1.7 | Anzahl der Phasen und Anschlussart des Induktors: |
Einphasige Reihenschaltung |
| 1.8 | Nennleistung des Transformators: |
900-kVA-wassergekühlter Spartransformator (380-V-Eingangsleitung, dreiphasig, |
| 1.9 | Spulenkühlmodus: | Wasserkühlen |
| 1.10 | Kühlwasserverbrauch: | 5m3/H |
| 1.11 | Maximale Ofentemperatur: | 1500℃ |
| 2 | Abschnitt des Warmhalteofens |
|
| 2.1 | Effektive Kapazität des Ofens: | 4,0T |
| 2.2 | Effektive Wurfkapazität: | Weniger als 85 dB |
| 2.3 | Nennspannung: | 380V |
| 2.4 | Nennleistung: | 250KW |
| 2.5 | Nennleistung des Transformators: |
Wassergekühlter Spartransformator mit 400 kVA (380V-Eingangsleitung, dreiphasig, Leerlaufstufen-Spannungsregelung). |
| 2.6 | Leistungsfaktor nach Kompensation: | 0,95-1,0 |
| 2.7 | Präzision der Temperaturregelung: | ±8℃ |
| 2.8 | Maximale Ofentemperatur: | 1300℃ |
| 2.9 | Spulenkühlmodus: |
Wasserkühlen |
| 3 | Schimmel | |
| 3.1 | Breite | 330–500 mm |
| 3.2 | Dicke | 16-20mm. |
| 3.3 | Material | 1Cr18Ni9Ti Edelstahl, ausgekleidet mit Kupferbuchse (aus T2-Kupfer) |
| 4 | Sekundärkühlgerät | |
| 4.1 | Wasserverbrauch: | 3m³/h |
| 4.2 | Wasserdruck: | 0,2–0,3 MPa |
| 5 | Auszahlungsautomat | |
| 5.1 | Maximale Schub- und Zugkraft: | 50KN |
| 5.2 | Geschwindigkeit: | Geschwindigkeit: |
| 5.3 | Mindesthubbereich: |
0,1 mm |
| 5.4 | Kürzeste Standby-Zeit | 0,01S |
| 5.5 | AC-Servomotor: | Siemens-Motor (11KW) |
| 5.6 | Nenndrehzahl des Motors: | 3000 U/min |
| 5.7 | Statisches Drehmoment: | △Tw= 60K Mo (bei 60) 70N-M |
| 6 |
Hydraulische Oberschere mit doppeltem Knüppel:
|
|
| 6.1 | Scherkraft: | 600 kN |
| 6.2 | Scherdicke: | 20mm |
| 6.3 | Scherbreite: | 500mm |
| 6.4 | Schergeschwindigkeit: |
0-5 mm/s |
| 6.5 | Scherhub: | 80mm |
| 6.6 | Maximaler Nachhub der Schermaschine: | 200mm |
| 7 | Wickelmaschineneinheit | |
| 7.1 | Leistung: | 5,5 kW |
| 7.2 | Drehzahl: | 1420 U/min |
| 7.3 | Verdrängungshub des Haspels: | 800mm |
| 8 | Hydraulikstation | |
| 8.1 |
Motorleistung der Hydraulikstation für Schmelzofen und Warmhalteofen:
|
2× 7,5KW |
| 8.2 | Motorleistung der Hydraulikstation für Entnahmemaschine: | 2× 7,5KW |
| 8.3 | Motorleistung der Hydraulikpumpe für die obere Schermaschine: |
2× 11KW
|
| 8.4 | Motorleistung der Hydraulikpumpe für Haspel: | 2× 7,5KW |
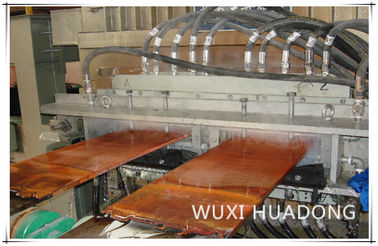
Ⅱ.Prozess
Beladung (Rücklauf sollte in Ballenform erfolgen) → Schmelzofen → Chemische Analyse → Aufheizen der versiegelten Gießrinne → Kristallisator → Primärkühlung → Sekundärkühlung → Entnahmemaschine → Schermaschine → Haspel
Wählen Sie die Rohstoffe entsprechend dem Prozessdokument aus, bestimmen Sie das Zuführverfahren entsprechend den Schmelzpunkten der Metallelemente, den Anteilen der Ofenbeschickung und der Schwierigkeit der Oxidationsverbrennungsverluste und beschicken Sie den Schmelzofen mit dem Rohmaterial.Geben Sie beim Schmelzen eine bestimmte Dicke des Abdeckmittels in den Ofen, die rechtzeitig ergänzt werden muss.Wenn das geschmolzene Kupfer im Ofen die Abstichtemperatur erreicht, testen Sie im Labor die Zusammensetzung des geschmolzenen Kupfers im Ofen.Reinigen Sie vor dem Abstich die Klinker im geschmolzenen Kupfer vollständig;Behalten Sie nach dem Abstich jedes Ofens etwa 800 kg geschmolzenes Kupfer als Startblock im Ofen.Übertragen Sie das geschmolzene Kupfer (geschmolzen und in der Schmelzkammer gut eingestellt) durch die versiegelte Rinne in den Warmhalteofen, kontrollieren Sie die Temperatur des geschmolzenen Kupfers und halten Sie das geschmolzene Kupfer im Warmhalteofen auf der Gießtemperatur und in einem bestimmten Niveaubereich.Unter der Wirkung des Niveaus fließt das geschmolzene Kupfer in den Kristallisator und wird durch Primärkühlung durch den Kristallisator zu plattenförmigen Kupferbarren kristallisiert.Durch das kontinuierliche Ziehen durch eine Ziehmaschine wird der Plattenbarren in der gewünschten Form geformt.Am Auslass des Plattenbarrens ist ein sekundäres Kühlsystem installiert, und die Durchflussmenge des Kühlwassers ist einstellbar.Der Hauptzweck dieser Kontrollmaßnahmen besteht darin, die Kristallisationstemperatur sowie die Stabilisierung der Prozessparameter sicherzustellen, um so die Produktqualität sicherzustellen.Der Abzug des Bandbarrens erfolgt über den Schlepper, wobei die Dauer des Ziehens, Stoppens und Rückwärtsschiebens durch den Schlepper stufenlos einstellbar ist.Der optimale Steuerparameter sollte entsprechend unterschiedlicher Materialien, unterschiedlicher Spezifikationen und Oberflächenqualitätsbedingungen ermittelt und zeitnah angepasst werden.Das Ziehen wird durch ein SPS-Programm gesteuert, das zyklische Aktionen wie Ziehen, Stoppen und Rückwärtsschieben realisiert.
![]()
![]()
![]()
Ⅲ.Spezifikationen
1. Arten von Gussspezifikationen
* Produktionsvielfalt: Streifen auf Kupferbasislegierung (Cu-Ni).
2. Spezifikation der fertigen Produktspule
2.1 Anzahl der Knüppel: 1 Streifen
2.2 Billetbreite: 380 mm-500 mm
2,3 Billet-Dicke: 60 mm
2.4 Innendurchmesser der Spule: mindestens Φ 600–800 mm
2,5 Außendurchmesser der Spule: maximal Φ1800mm
2.6 Maximales Spulengewicht: max. 6000 kg
3. Garantiewert der Dickendifferenz des Knüppels
3.1 Querdickenunterschied des Knüppels: <0,75 mm – 0,3 (nach Formmodifikation)
3.2 Längsdickenunterschied des Knüppels: <0,3 mm (nach Formmodifikation)
3.3 Durchschnittlicher Energieverbrauch für das Schmelzen im Schmelzofen: 250–380 kWh
3.4 Durchschnittlicher Energieverbrauch für die Temperaturerhaltung durch den Warmhalteofen: 50–80 kWh/t
3,5 Maximale Druck- und Zugkraft: 50 kN
3.6 Druck- und Ziehgeschwindigkeitsbereich: 1,5–70 mm/Sek
3.7 Durchschnittliche maximale Gießgeschwindigkeit: 300 mm/Min
3.8 Maximale Scherkraft der hydraulischen Schere: 600 kN
3.9 Wickelgeschwindigkeit der Haspel: 750 mm/Min
Ⅳ.Liste der Ausrüstungsteile
| NEIN. | Ausrüstungsname | Einheit | MENGE |
| 1 | Netzfrequenz-Induktionsschmelzofen (einschließlich Schmelzrinne und Auskleidung von Baumaterial) | Satz | 1 |
| 2 | Eisenkern, Wassermantel und Spule des Schmelzofens | Satz | 1 |
| 3 | Tundish | Satz | 1 |
| 4 | Netzfrequenz-Induktions-Warmhalteofen (einschließlich Schmelzrinne und Auskleidung von Baumaterial) | Satz | 1 |
| 5 | Eisenkern, Wassermantel und Spule des Warmhalteofens | Satz | 1 |
| 6 | Form zum Auskleiden von Gebäuden | Satz | 1 |
| 7 | Kristallisator | Satz | 2 |
| 8 | Graphitform | Satz | 1 |
| 9 | Versiegelnde Stahlform des Kristallisators | Satz | 1 |
| 10 | Blindstange (aus Edelstahl) | Satz | 1 |
| 11 | Blindplatte | Satz | 1 |
| 12 | Kühlwasserverteilungsvorrichtung für Kristallisator | Satz | 1 |
| 13 | Sekundärkühlgerät | Satz | 1 |
| 14 | Auszahlungsautomat | Satz | 1 |
| 15 | Hydraulische Nachlaufschere | Satz | 1 |
| 16 | Kernloser Haspel | Satz | 2 |
| 17 | Wassergekühltes Kabel für Schmelzofen | Satz | 1 |
| 18 | Hydrauliksystem | Komplett-Set | 1 |
| 19 | Elektrisches Steuersystem | Komplett-Set | 1 |
| 20 | Regeltransformator (Leerlauf, gestuft) für Schmelzofen | Satz | 1 |
| 21 | Regeltransformator (Leerlauf, gestuft) für Warmhalteofen | Satz | 1 |
| 22 | Gasschutzgerät | Satz | 1 |
| 23 | Oberflächentemperaturthermometer | Satz | 1 |
| 24 | Spezialwerkzeuge für Maschineneinheit |
Verpackung & Versand
![]()
![]()
FAQ
1. Wer sind wir?
Wir sind seit 1998 in Jiangsu, China, ansässig.
2. Wie können wir Qualität garantieren?
Immer ein Vorproduktionsmuster vor der Massenproduktion;
Immer eine Endkontrolle vor dem Versand;
3. Was können Sie bei uns kaufen?
Metall- und Metallurgiemaschinen, Stahlstranggießmaschine, Stahlerzeugungs-EPC, Ersatzteile für Stranggießanlagen
4. Warum sollten Sie bei uns und nicht bei anderen Lieferanten einkaufen?
Wir bieten umfassende Dienstleistungen an, darunter technische Beratung, Konstruktions- und Ausrüstungsdesign, Material- und Ausrüstungslieferung, Generalunternehmerschaft für EPC-Projekte, Prozessmanagementdienste und Schulungen.
5. Welche Dienstleistungen können wir anbieten?
Akzeptierte Lieferbedingungen: FOB, CFR, CIF, FCA, DAF;
Akzeptierte Zahlungswährung: USD, EUR, CNY;
Akzeptierte Zahlungsarten: T/T, L/C, D/PD/A.